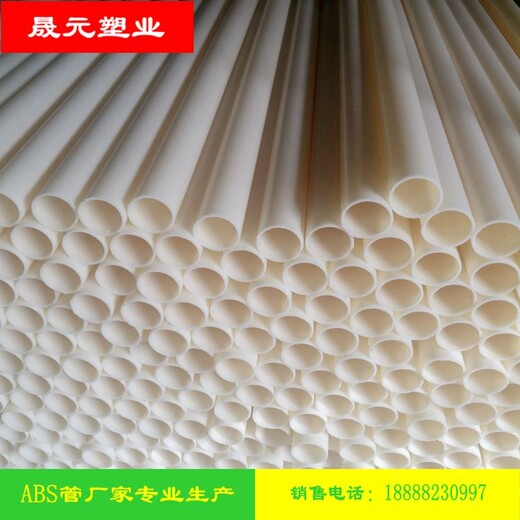
禹城市晟元塑業有限公司是從事各種熱塑性塑料產品的擠出,注塑加工生產企業。
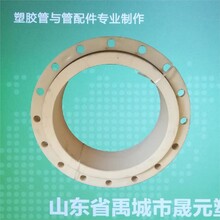
本廠擁有多條生產線,同時設有模具加工部,可按照客戶圖紙、樣品等資料開發模具。
ABS穿孔管全長采用同一管徑,一般為150~300mm.為防止穿孔管淤塞,穿孔管管徑不得小于150mm.
穿孔管末端流速一般采用1.8~2.5m/s
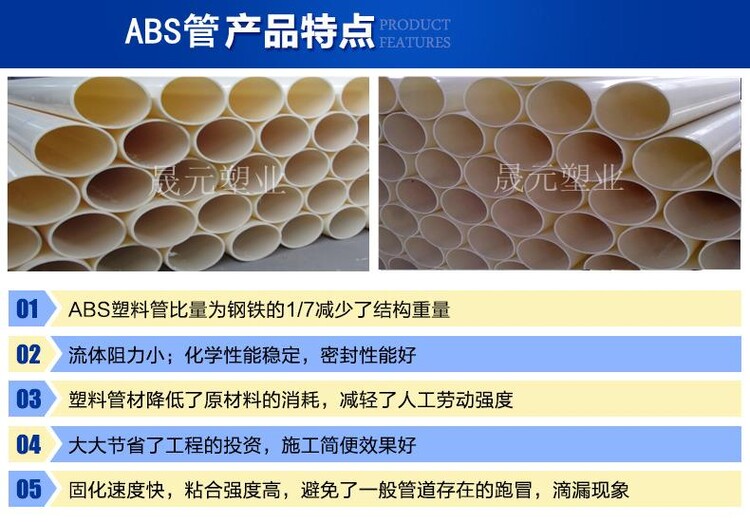
排泥周期與原水水質、泥渣粒徑、排出泥漿的含水率及允許積泥深度有關。當原水濁度低時,一般每日至少排放一次

穿孔管眼直徑可采用20~35mm。孔眼間距與沉泥含水率及孔眼流速有關,一般采用0.2~0.8m。孔眼多在穿孔管垂線下側成兩行交錯排列。平底池子時,兩行孔眼可采用45度或60度夾角;斗底池子宜用90度。全管孔眼按同一孔徑開孔。孔眼流速一般為2.5~4m/s。
配孔比(即孔眼總面積與穿孔管截面積之比)一般采用0.3~0.8
用刷子涂粘結劑于管子及管件的結合面,一般涂兩次,第二次涂抹應在次涂抹后快速涂上以免粘結劑固化;粘結劑的涂抹量應管子承插后在接口邊緣均勻擠出微量成環狀。根據其膠水的特性,在適當的時間內插入管子,承插過程中應注意管子插入的軸向平直性,使接合面均勻結合。大口徑管段承插時容易產生軸向偏離現象,管段軸向線性應嚴加控制。管子插入管件中,稍微轉一下角度(旋轉角度不應太大),緊握一段時間使其固化,一般為10秒至3分鐘,依管徑大小而定;在此過程中不應使管子受到任何外力的干擾。